2.5立方SMC玻璃钢化粪池液压机模压成型关键因素?
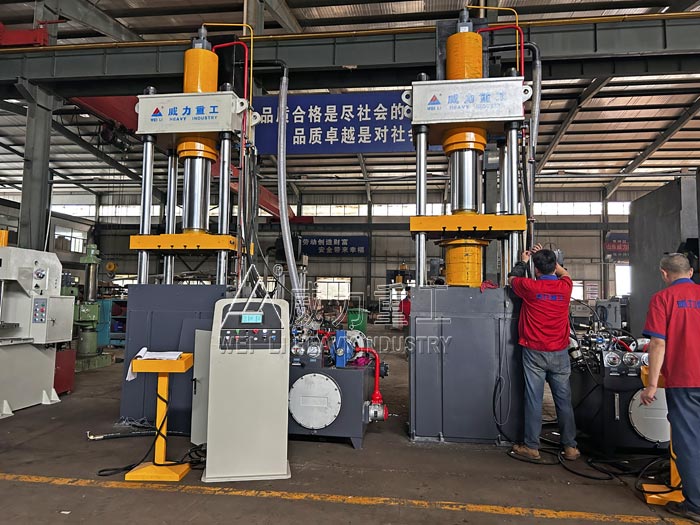
2.5立方玻璃钢化粪池模压成型液压机厂家建议选用2600吨四柱液压机、或者框架式液压机来完成。这种大型液压机设备价格一般都在上百万。客户一次性投资成本比较高。在对SMC玻璃钢化粪池进行快速模压过程中,有关键的三个重要因素:压力、温度、时间缺一不可,一般都需要液压机和油温机配套使用。当模压温度和模压压力一定时,模压时间就成为决定SMC/BMC制品性能的关键因素。山东威力重工液压机生产厂家,设计生产有1立方、1.5立方、2立方、2.5立方、3立方SMC玻璃钢化粪池模压成型液压机设备,6000吨以内机器设备按需定做,采购了解更多液压机信息,咨询公司张经理:18306370898(可加微信)
2.5立方SMC玻璃钢化粪池液压机模压成型满足条件:
1)模压料是在模具开启的状态下加入;
2)成型过程中模压料需要在较高温度条件下快速固化;
3)制品成型需要保持较高成型压力,成型压力一般由液压机施加;
4)制品尺寸和形状主要由闭合状态下的模具型腔来保证。
2.5立方SMC玻璃钢化粪池液压机应具备条件:
a、足够的台面 b、足够的行程
c、足够的压力 d、合理的速度
2.5立方SMC玻璃钢化粪池液压机模压成型三要素:
(1)成型温度
一般来说,厚度大的制品所选择的成型温度应比薄壁制品低,这样可以防止过高温度在厚制品内部产生过度的热积聚。如制品厚度为25~32mm,其成型温度为135-145℃。而更薄制品可在171℃下成型。
成型温度的提高,可缩短相应的固化时间;反之,当成型温度降低时,则需延长相应的固化时间。成型温度应在最高固化速度和最佳成型条件之间权衡选定。一般认为,smc成型温度在120-155℃之间。
(2)成型压力
smc成型压力随制品结构、形状、尺寸及smc增稠程度而异。形状简单的制品仅需5-7mpa的成型压力;形状复杂的制品,成型压力可达7-15mpa。smc增稠程度越高,所需成型压力也越大。
成型压力的大小与模具结构也有关系。垂直分型结构模具所需的成型压力低于水平分型结构模具。配合间隙较小的模具比间隙较大的模具需较高压力。
总之,成型压力的确定应考虑多方面因素。一般来说,smc成型压力在3-7mpa之间。
(3) 固化时间
smc在成型温度下的固化时间(也叫保温时间)与它的性质及固化体系、成型温度、制品厚度和颜色等因素有关。固化时间一般按40s/mm计算。对3mm以上厚制品,每增加4mm,固化时间增加lmin。

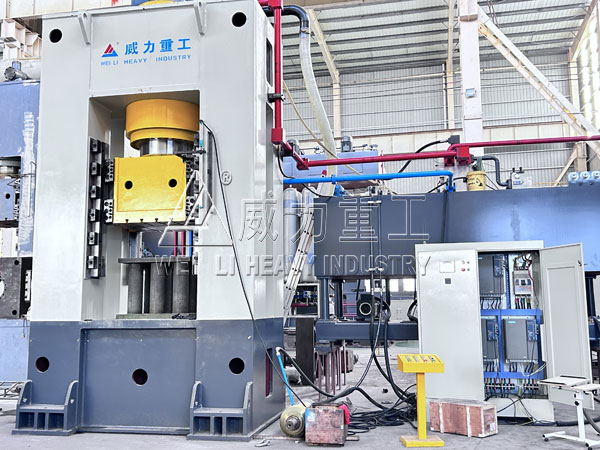
2000吨玻璃钢化粪池成型液压机
2.5立方SMC玻璃钢化粪池液压机在料块进入模腔后,快速下行。当上、下模吻合时,缓慢施加所需成型压力,经过一定的固化制度后,制品成型结束。成型过程中,要合理地选定各种成型工艺参数及压机操作条件。山东威力重工设计生产的SMC玻璃钢化粪池模压成型液压机设备性价比高,采购欢迎来厂考察,或者直接咨询18306370898(可加微信)
本文由:四柱液压机厂家 搜集整理