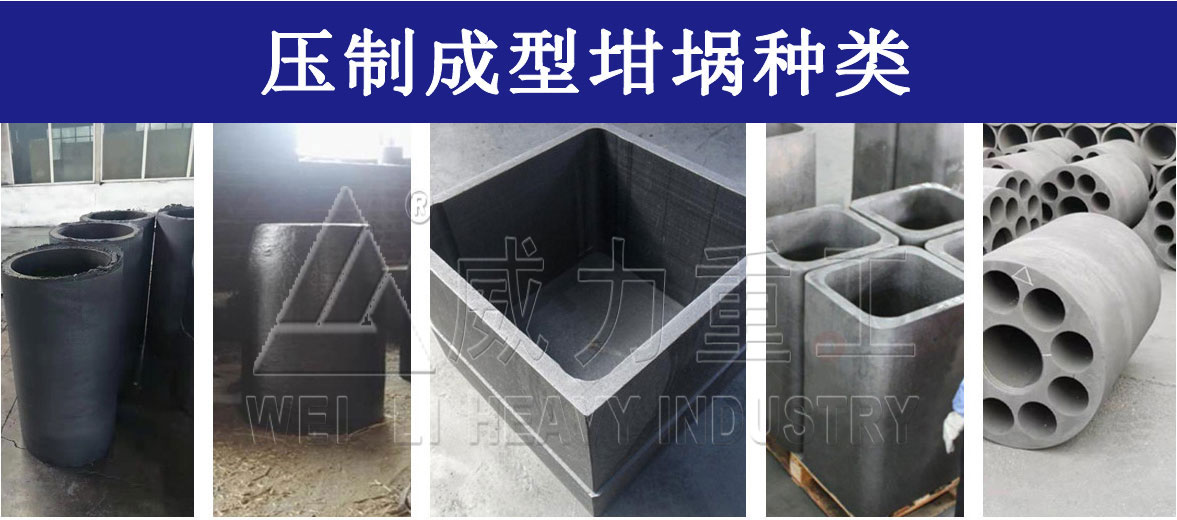
石墨坩埚是一种常用的耐火材料坩埚,是以天然的石墨为原料,分为手塑成型、旋塑成型和压塑成型三种。压塑成型又称为模压成型,是由石墨坩埚液压机和坩埚模具一次压制成型。石墨坩埚生产过程是由先将混合料模具加热,加热到一定温度后,由液压机施加一定压力,可自由设计排气次数,1,2号工位轮流工作。压制成型后的石墨坩埚,由模具内通入空气,可直接方便脱模。
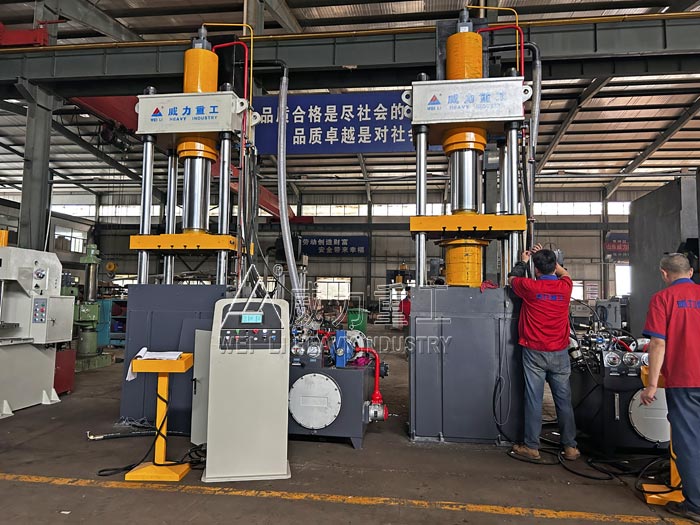
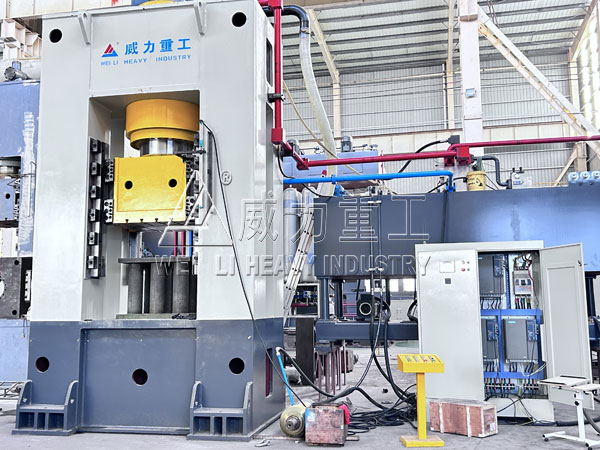
双工位2500吨石墨坩埚成型液压机是山东威力重工为葫芦岛客户设计定做,采用三梁四柱式,双工位结构设计,配有PLC控制系统和伺服系统,主油缸均配备快速行程充液装置,支持滑梁快速下降,提高生产效率。2500吨石墨坩埚成型液压机压制效率高,脱模采用多级液压系统,脱模流畅,保证坩埚密度。配合双工位石墨坩埚模具压制效率高,是目前石墨坩埚模塑成型的主要机型。
石墨坩埚成型通常采用1000吨、1500吨、2000吨、2500吨以上的压力机,石墨坩埚样式、成型材料、分布不均匀、操作和压力造成的裂缝具有规律性强的特点,裂缝的深度、位置和方向基本相同。那么引起2000吨石墨坩埚成型液压机脱模裂纹的原因总结如下几点:

压制成型石墨坩埚
一、石墨坩埚样式原因
由于不同样式的石墨坩埚由不同的模具压制而成,带有孔、舌、槽或角的模具结构设计不合理,多模表面舌槽多且难以成型,模具两侧为活动板,脱模后容易产生裂纹。
解决方案:我们应该根据不同的石墨坩埚样式,选用不同的模具;有时还需要根据石墨坩埚样式,来选择不同结构的双工位石墨坩埚成型液压机。
二、石墨坩埚模具设计不合理
由于石墨坩埚模具设计中缺少排气槽和排气孔,造成成型石墨坩埚坯从模具中成型时容易出现裂纹。
解决方案:对模具进行改造,在双工位2500吨石墨坩埚成型液压机压制过程中,设定排气时间与次数。
三、分布不均匀
分布不均匀容易造成石墨坩埚边部和中部的密度不同,在干燥过程中,由于坯料周围的密度低于中间,边缘温度高于中间温度,水分在边缘蒸发快,在中间蒸发慢,导致边缘脱水率高于中间的情况。当边缘脱水收缩过快时,坯料边缘会出现裂纹。
解决方案:改进布料结构,调整双工位2500吨石墨坩埚成型液压机布料次数与时间,在压制过程中避免出现压力分布不均匀的现象。
四、成型操作及成型压力问题
成型操作过程中,短程过快和全程跳动,虽然大部分气体被排出,但仍有一小部分气体被压缩未完全排出,压力超过石墨坩埚的断裂强度,会造成生石墨坩埚内部横向裂纹。
解决方案:根据原材料的特性,调整双工位2500吨石墨坩埚成型液压机的工作压力,通过我们采用试压的方法来测算。
造成双工位2500吨石墨坩埚成型液压机脱模出现裂纹的原因还有很多,以上几个是经常会遇到的,当模具磨损严重或损坏时,也会造成裂纹的出现,可通过修复或更换模具的方法来解决。想要做一个合格的石墨坩埚重要的是掌握他们的工艺技术,比如模具温度,材料配方,材料温度,冷却系统等都是很关键的因素。所以,在生产制造石墨坩埚过程中,我们不仅需要了解2500吨石墨坩埚成型液压机的性能特点和石墨坩埚模具,及石墨坩埚的制造工艺,需要不断尝试,才能避免出现石墨坩埚裂纹,提高石墨坩埚的成品率。山东威力重工可为客户设计定做各种吨位、结构的石墨坩埚液压机和配套石墨坩埚模具,也可提供石墨坩埚的生产制造技术,提供优质的生产方案。
 双工位石墨坩埚成型模具
双工位石墨坩埚成型模具
双工位2500吨石墨坩埚成型液压机工作原理:
双工位2500吨石墨坩埚成型液压机原理是利用帕斯卡定律制成的利用液体压强传动的机械。
1、液压泵是液压系统的原动力,液压机的工作是靠泵的驱动力使液压油经过液压管路进入油缸/活塞。
2、油缸/活塞里有几组彼此配合的密封件,一步到位的密封都是不合的,但都起到密封的劝化,使液压油不流出。
3、工作最后经由过程单向阀使液压油在油箱循环使油缸/活塞循环做功。