五金配件专用四柱液压机冲压工艺的特点是什么?
在常温下,利用安装在五金配件专用四柱液压机上的冲模,对金属板料施加足够的压力,使板料产生永久变形或分离的加工过程,叫做冷冲压工艺(简称冲压工艺)。非金属板料,也可用冲压工艺制造零件。

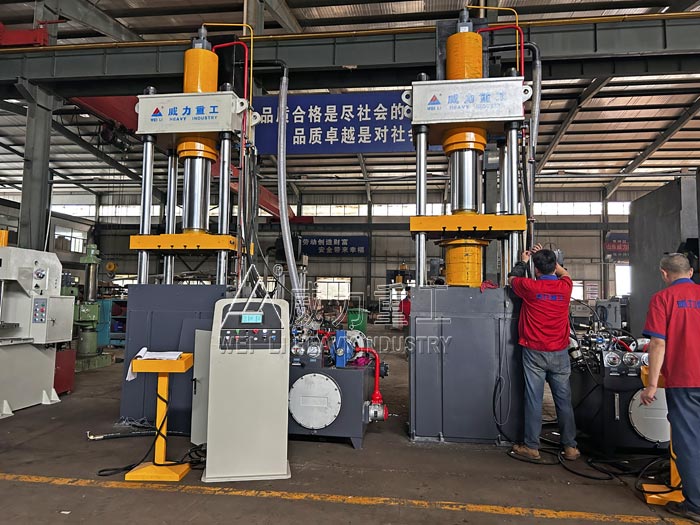
五金配件冲压成型液压机315吨四柱液压机
1、冲压工艺的特点是什么?
五金配件专用四柱液压机冲压工艺是一种生产效率很高的少切屑或无切削先进加工方法,它的特点是:依靠冲模和冲压设备完成加工,便于实现自动化,生产率高,操作简便,材料利用率较高,在成批或大量生产中制造成本较低,生产过程便于实现机械化、自动化,可获得一定的加工精度,能够满足互换性要求,在近代工业生产中,冲压工艺已成为一种不可缺少的金属加工方法。例如,在水箱厂生产不锈钢水箱的过程中,不锈钢板的冲压工艺占有重要地位。
2、冲压工艺有哪些主要工序?
(1)分离工序:使板料或坯件的一部分和另一部分分开或局部分离的加工过程,包括剪切、冲裁等工序。
剪切:用剪刃切断板料,使其沿不封闭的周边分离。
冲裁:五金配件专用四柱液压机落料——使工件沿封闭的轮廓与板料完全脱离,冲落部分为工件;冲孔——使废料沿封闭的轮廓与工件完全脱离,冲落部分为废料;切边——将拉延所得到的空心工件边缘部分多余材料切去,使其有一定的整齐形状。

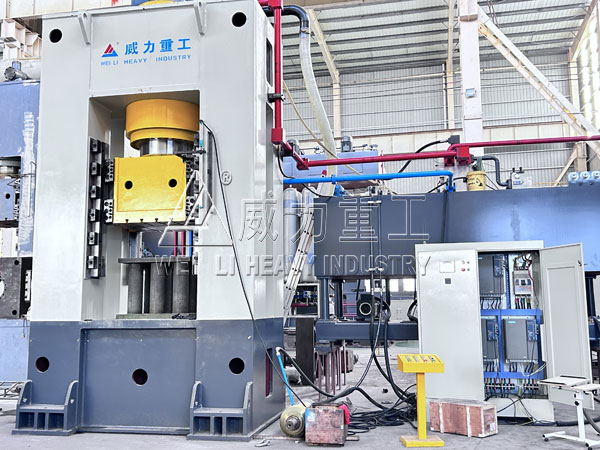
315吨五金配件冲压压力机
(2)变形工序:使板状坯料、块状坯料或坯件(即冲压工序间的半成品)的一部分或全部产生几何形状变化的加工过程,包括弯曲、拉延、成形、冷挤压等工序。
弯曲:将平板坯料弯曲,使平面形状交为立体形状。
拉延:将平板坯料压成所需形状的空心件,或进一步改变空心件的形状和尺寸。
成形:整形——将冲压所得压件,经过精整变形,使工件得到准确的形状和尺寸;缩口——将空心坯件或管材的开口端处直径编小,得到编口形状工件;翻边——将坯料上的孔或空心工件上的底孔压成比孔径大的凸缘或其它形状的竖边;局部成型——将平板坯料,压成起伏不平的形状。
冷挤压:使金属在五金配件专用四柱液压机模腔内受挤压产生塑性变形,将坯料变成所需形状、尺寸及一定性能的零件。
本文由四柱液压机厂家整理,咨询热线:18306370898(可加微信)