大型封头的冲压通常在液压机上进行。冲压过程是一个逐步提延的过程。为了减少摩擦,防止模具及封头表面的损伤,提高模具使用寿命,冲压前,在拉环上涂抹润滑剂是十分必要的,这对不锈钢、有色金属尤为重要。封头冲压成型液压机,也成封头拉伸液压机,组成有机身、液压装置和压边滑块、压边滑块与液压装置连接,液压装置固定于机架上并驱动压边滑块上下运动。主要用于各种罐车冷压封头,也可用于参数范围内中薄板成形、拉伸、矫正等工艺。采用先进的冷压技术,可实现封头成型产品无毛刺,表面光洁,效果好,效率高。
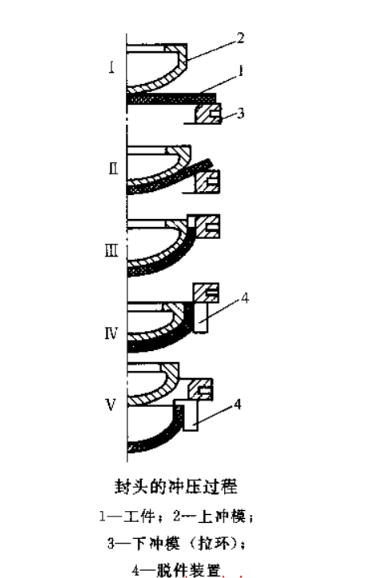
封头拉伸液压机冲压过程:
毛坯钢板放置在下冲环上,并与下冲环对中。开动封头拉伸液压机,直至上冲模降到与毛坯钢板平面接触(如下图Ⅰ)然后加压,钢板便发生变形(如下图Ⅱ)随着上冲模的下压,毛坯钢板就包在上冲模的表面,并通过拉环(如下图Ⅲ)。此时,封头已冲压成形,但由于材料的冷却收缩,使之紧包在上冲模上,需用特殊的脱件装置使封头与上冲模脱离。封头内径≤2000mm时,常用的脱件装置是滑块,将滑块推入压住封头边缘(如下图Ⅳ),待上冲模提升时,封头被滑块挡住,便从上冲模上脱落下来(如下图 V),完成了冲压过程。大直径封头的脱件装置较复杂,即上冲模为一组合型的模具,由三瓣半椭球体及中心一锥形棒组成,当冲压结束,提起芯棒,瓣体自动合拢,封头自动脱落。这种冲压方法称为一次成形法。对于低碳钢和普通低合金钢制成的一定尺寸(6S≤D0-di≤45S)封头均可采用一次成形法使之冲压成形。
具体封头拉伸液压机的工艺动作:
1、封头拉伸液压机初始位置,
2、拉伸滑块和压边滑块在拉伸缸的驱动下一起快速接近工件。
3、拉伸滑块不动,压边滑块下行压边圈压住工件。
4、压边滑块不动(有压边力)拉伸滑块下行拉伸工件,状态五为拉伸滑块、压边滑块退回到位,顶起旋转装置顶起工件
其工艺流程为:封头拉伸液压机初始位置→拉伸滑块与压边滑块一起快降→压边滑块单独快降→压边滑块加压→拉伸滑块下行拉伸工件→保压延时及卸压→拉伸滑块压边滑块回程→顶起旋转装置顶起工件→(工件移走后)顶起旋转装置退回。顶起旋转装置顶出起始时间可由滑块的回程中设定的位置激发,以提高工作频次。
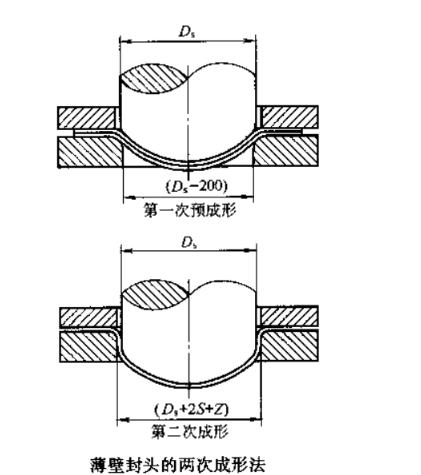
对于薄壁封头(D0-di≥45S)即使采用带有压边圈的一次成形法,仍然会出现鼓包皱褶现象。此时,宜采用两次成形法(下图)。第一次冲压采用比上冲模直径小200mm左右的下拉环,将毛坯冲压成碟形,此时可将2~3块毛坯钢板重叠起来进行成形;第二次采用与封头规格相配合的上下模具,最后冲压成形。
封头拉伸液压机的结构形式多种,仅山东威力重工机床有限公司就设计生产有三梁四柱式封头液压机、四梁四柱式封头拉伸机(双动薄板拉伸液压机)、框架式封头成型液压机、组合式封头油压机等,一般根据客户封头工艺,投资预算、使用效果等多方面考虑选择合适机型。封头拉伸液压机控制系统设有调整、半自动、连续循环三种工作方式。半自动和连续循环适于单动和双动拉伸两种工艺,液压控制系统采用了插装阀集成块。其高压泵采用 斜轴式变量泵,并设有液压油过滤、加热、冷却系统。电气控制系统采用了可编程序控制器,多种故障报警指示器和非接触式安全保护控制装置的红外光幕控制器。可根据用户需要配备下液压垫、打料装置移动工作台、冲裁缓冲装置、光栅安全装置。封头拉伸液压机有内外两个活动横梁,拉伸动梁装在里面,压边动梁装在外边。在拉伸封头成型过程中,压边动梁先下降,当压边动梁不在下降而变为保压状态。此时,拉伸动梁快速下行,接近工件时改为慢速进行拉伸。拉伸工艺完成后, 拉伸动梁可实现保压延时、缷压和快速回程,压边动梁相应也缷压回程,然后顶出缸将工件顶出。山东威力重工机床有限公司可为客户提供多种规格封头液压机设备,采购了解更多,联系张经理:18306370898(可加微信)











 、
、


